
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村

由于钢丝滤网容易生锈,所以在储藏时要避免潮湿,否则铁锈将会出现在挤出物里。更为严重的是,生锈滤网很容易发生断裂并使所过滤出的杂质漏过,因此,要将滤网装入塑料袋或者防锈纸中储藏。湛江定制平带牵引机批发商提醒大家当正在挤压PVC材料时,切不可将裸露的滤网放置在挤出机头部。这是因为机头模具附近空气中的盐酸会对其产生腐蚀。挤出PVC时的建议做法是,在模头上方安装一个排烟橱,并且一定要使备用滤网远离此处放置,甚至可将其用袋装好后放置在冷柜内。定制平带牵引机在过滤网变换器后面,配备一个能够保证熔融物料稳定地进入模具的齿轮泵,可以防止上述问题的发生。但是,熔融物料在过滤网更换后所发生的温度变化仍然需要通过对模具的调整来解决。同时,由于齿轮泵容易被坚硬的杂质损坏,因此,齿轮泵也需要得到精细的过滤网的保护。

我们在使用挤出机这种机械设备的过程中,要学会查看这种机械设备的仪表盘,因为机械设备如果出现任何故障,仪表盘上都会及时的反馈,他会推送通知并进行报警。检查仪表状态:在使用异型管材挤出机械的过程中,我们应该注意时刻检查仪表盘的状态,当仪表盘出现失灵或者是状态不对劲的情况,我们就需要放下手头的工作,立刻检查这种机械设备是否有故障。定制平带牵引机批发商提醒大家发现故障立刻维修:在工作的过程中,如果发现挤出机存在故障,就应该立刻维修,及时的维修有助于延长这种机械设备的使用寿命,也能够帮助我们养成良好的使用机械设备的习惯。定制平带牵引机批发商提醒大家在使用挤出机这种机械设备的时候,一定要注意观察仪表盘,他就像自身健康的晴雨表一样,如果出现故障,会立刻体现在仪表盘上,通过观察,我们就能够立刻发现故障。

1、扭断的螺杆要根据机筒的实际内径来考虑,按与机筒的正常间隙给出新螺杆的外径偏差进行制造。2、磨损螺杆直径缩小的螺纹表面经处理后,热喷涂耐磨合金,然后再经磨削加工至尺寸。这种方法一般有专业喷涂厂加工修复,费用还比较低。3、在磨损螺杆的螺纹部分堆焊耐磨合金。根据螺杆磨损的程度堆焊1~2mm厚,然后磨削加工螺杆至尺寸。定制平带牵引机这种耐磨合金由C、Cr、Vi、Co、W等材料组成,增加螺杆的抗磨损和耐腐蚀的能力。湛江定制平带牵引机批发商对这种加工的费用很高,除特殊要求的螺杆,一般很少采用。4、修复螺杆也可用表面镀硬铬方法,铬也是耐磨和抗腐蚀的金属,但硬的铬层比较容易脱落。冷却装置是为了保证塑料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。

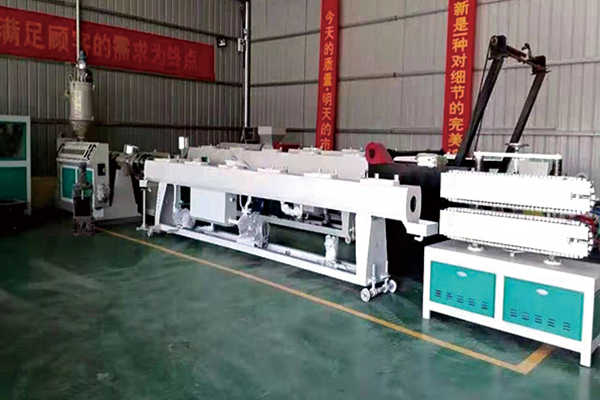
管材挤出机带您了解热塑性塑料的挤出成型工艺,过程可分为三个阶段。一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。三阶段是定型通过适当的处理方法,如定径处理、冷却处理等,使已挤出的塑料连续型材固化为塑件。定制平带牵引机原料的准备挤出成型用的大部分塑料是粒状塑料,粉状塑料用得较少。定制平带牵引机因为粉状塑料含有较多的水分,会影响挤出成型的顺利进行,同时影响塑件的质量,例如塑件出现气泡、表面灰暗无光、皱纹、流浪等,其物理性能和力学性能也随之下降,而且粉状物料的压缩比大,不利于输送。
挤出机补充润滑油3分钟后,将主电机的速度旋钮调至零位;启动低速螺丝使主电机旋转工作。同时观察主电机电流表指针的摆动情况,应在规定的负载范围内。注意:螺杆的空转时间越短越好,长的时间不应超过3分钟,以免刮伤螺杆和机筒。定制平带牵引机打开料斗进料门以缓慢,均匀和缓慢地进料。启动冷却装置。打开冷却水供应系统。启动牵引装置。定制平带牵引机批发商提醒大家检查从模口挤出的熔体的塑化质量。熔体完全塑化后,安装定径套筒。如果从冲模口中挤出的管坯发生偏转,则必须立即调整冲模和芯棒之间的间隙。调节时,首先松开管坯壁薄面上的调节螺钉,然后拧紧管坯壁厚面上的调节螺钉,直到管坯笔直并排出为止。注意:在调整模具与芯棒之间的间隙或观察熔体的塑化质量时,操作员不得面对模具口,以防止熔体分解并喷向操作员。



