
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村
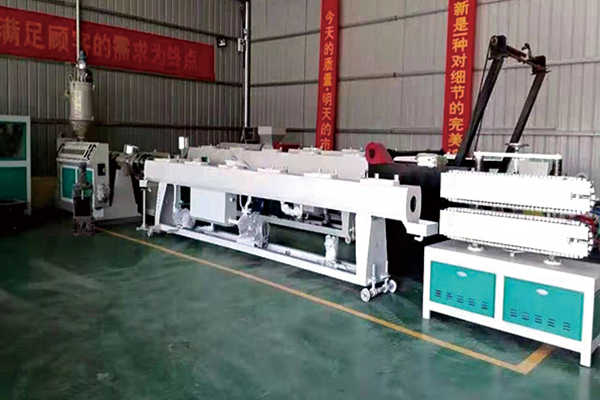
挤出机是一款能够针对各种物料进行加工的设备,各个生产行业都需要使用到,因为可以提供很稳定的生产效果,加上双螺杆挤出机的工作原理及特点也确实不错,所以现在才会获得各大行业的认可关注,那么具体的工作原理还有特点,都包含了哪些方面呢?使用双螺杆挤出机的工作原理可以直接从螺杆上了解。定制平带牵引机因为螺杆的形状还有运动的方向都不同,加上还有低速和高速的调节能力,因此可以保证加工的过程的稳定性,让工作的效率得到了提高,彰显出来的优势也更优,十分值得信任。定制平带牵引机的工作原理及特点还可以带来高效率的工作支持,可以帮助加工生产的能力获得提高,同时也保证了产品的质量,对各个行业都有使用好处,所以双螺杆挤出机才会使用这么频繁,加上也能减少一定的使用成本,更值得普及使用了。

经常检查各种管道过滤网及接头的密封、漏水情况,加料斗内的原料必须纯洁无杂质,决不允许有金属混入,确保机筒螺杆不受损伤。定制平带牵引机生产商提醒大家在加料时,检查斗内是否有磁力架,若没有应必须立即放入磁力架,经常检查和清理附着在磁力架上的金属物。每次生产后立即清理模具和料筒内残余的原料和易分解的停料机,若机器有段时间不生产时,要在螺杆机箱和模具流道部分表面涂防锈油,并在水泵、真空泵内注入防锈剂,如遇电流供应中断,必须将各电位器归零并把驱动和加热停止,电压正常后必须重新加热到设定值经保温后(有的产品必须拆除模具后)方可开机,这样不致于开冷机损坏设备。定制平带牵引机辅机的水泵真空泵应定期保养,及时清理水箱(槽)内堵塞的喷嘴以及更换定型箱盖上损坏的密封条。丝杆轴承需定期加油脂润滑,以防生锈。

PE挤出机设备生产线,是一种用真空定径技术来生产和制造和塑料管材生产线。但如果技术不成熟,加工粗糙,工艺不精,就有可能出现一些不可预料的故障,比如说无真空的现象,但请大家千万不要慌乱,因为是可以解决好的。定制平带牵引机生产塑料管材时,有的三层共挤塑料管材生产线会出现内部抖动环,无真空等现象,遇到管道内部出现抖动环时,客户可相应调整定径套出水,使其出水均匀;调整二室真空度,使后室真空度略高于前室真空度;检查真空密封垫是否过紧;检查牵引机有否存在抖动现象;检查主机出料是否均匀。这些问题解决了,抖动现象也就自动消失了。定制平带牵引机生产线生产中出现无真空现象时,检查一下真空泵进水口是否堵塞,如堵塞,用尖细的针状物疏通;检查真空泵工作是否正常;检查真空管路有否漏气;检查芯模压紧螺钉中间的小孔是否堵塞,如堵塞,用细铁丝疏通;这些都不是大问题,只要妥善处理都没有关系。

管材挤出机带您了解热塑性塑料的挤出成型工艺,过程可分为三个阶段。一阶段是塑料原料的塑化塑料原料在挤出机的机筒温度和螺杆的旋转压实及混合作用下,由粉准或粒状变成粘流态物质。二阶段是成型粘流态塑料熔体在挤出机螺杆螺旋力的推动作用下,通过具有一定形状的机头口模,得到截面与口模形状一致的连续型材。三阶段是定型通过适当的处理方法,如定径处理、冷却处理等,使已挤出的塑料连续型材固化为塑件。定制平带牵引机原料的准备挤出成型用的大部分塑料是粒状塑料,粉状塑料用得较少。定制平带牵引机因为粉状塑料含有较多的水分,会影响挤出成型的顺利进行,同时影响塑件的质量,例如塑件出现气泡、表面灰暗无光、皱纹、流浪等,其物理性能和力学性能也随之下降,而且粉状物料的压缩比大,不利于输送。

大家平时对于pe挤出机都了解吗,接下来我们就一起来学习一下pe挤出机的加热冷却装置。(1)现在挤塑机通常用的是电加热,分为电阻加热和感应加热,加热片装于机身、机脖、机头各部分。加热装置由外部加热筒内的塑料,使之升温,以达到工艺操作所需要的温度。定制平带牵引机冷却装置是为了保证塑料处于工艺要求的温度范围而设置的。具体说是为了排除螺杆旋转的剪切摩擦产生的多余热量,以避免温度过高使塑料分解、焦烧或定型困难。机筒冷却分为水冷与风冷两种,一般中小型挤塑机采用风冷比较合适,大型则多采用水冷或两种形式结合冷却。在磨损螺杆的螺纹部分堆焊耐磨合金。定制平带牵引机生产商根据螺杆磨损的程度堆焊1~2mm厚,然后磨削加工螺杆至尺寸。这种耐磨合金由C、Cr、Vi、Co、W等材料组成,增加螺杆的抗磨损和耐腐蚀的能力。廊坊管材挤出机厂对这种加工的费用很高,除特殊要求的螺杆,一般很少采用。



