
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村

建筑材料工业:在这一行业部门中,塑料机械工业主要用于下水管、上水管、各种装修材料、地板、地毯、门窗异材、防水卷材、线槽、线管...等的生产提供装备。优质包塑挤出机使用在包装工业:塑料机械工业主要为各种包装膜、片材、瓶、缸、盒、桶、箱、编织布袋、网套、周转箱、托盘...等塑料包装制品的生产提供装备。而这类塑料包装制品涉及门类繁多的行业,诸如:饮料、食品、化工、水泥、饲料、水产、水果、五金工具、服装、仪器、制药等几乎所有产品生产的行业部门。优质包塑挤出机使用在电器、电子信息工业:冰箱、洗衣机、空调器、录相机、收录机、电视机、音响、小电器、电脑、打印机、传真机、手提电话、电话机...等产品的机壳、元配件、传输线及插座等的生产,信息载体的各类光盘的生产都由塑料机械工业提供装备。

正确的使用管材挤出机设备,有助于人机保障问题,减少修理和停机时刻,增强机器的可靠性,延长机器的运用寿命,进步经济效益。优质包塑挤出机批发商提醒操作人员是设备的直接运用者,假如不能保证科学合理准确地操作设备,操作事故过多,必然造成修理方的被迫,影响出产。假如操作人员对设备维护保养技术差或不能及时的发现设备隐患,就会导致突发性的设备毛病增多,打乱设备修理方案,然后导致出产的被迫。要求操作人员掌握设备操作技术的一起,还要掌握设备的保养及维护,学习设备管理知识,做到正确运用、保养、检查(发现隐患)、排除(简单毛病)。优质包塑挤出机批发商提醒要求每位员工熟悉工艺要求,了解设备结构、性能及工作原理。要懂得设备有关知识,达到“操检合一”的意图,节能、有效地运转。

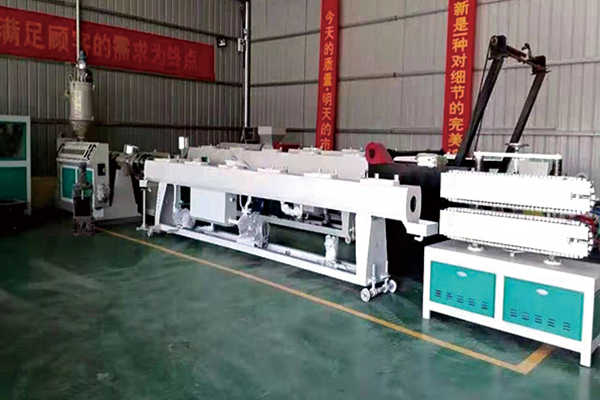
挤出机用于在螺杆的作用下通过固定形状的挤出口挤出熔融塑料,并在拖拉机的作用下通过水冷进行切割。它主要用于连续生产大量具有相同横截面的挤出机产品,例如管棒等材料,也可用于塑料改性和造粒。优质包塑挤出机批发商挤出的基本机制很简单——螺杆在料筒中旋转并向前推动塑料。螺钉实际上是绕中心层缠绕的倾斜平面或斜面。目的是增加压力以克服更大的阻力。对于挤出机来说,要克服三种阻力:进料固体颗粒在机筒壁上的摩擦,以及在几次转动螺杆之前在进料区域之间的相互摩擦;以及附着力;熔体向前推动时的内部物流阻力。优质包塑挤出机检查生产原料是否符合质量要求。注意清洁的生产环境,不要让垃圾中的杂质与物料混合,以免堵塞滤板,影响产品产量,质量和增加机头的阻力。

在挤出过程中,需要从熔料中排出气体,这些气体如不能排出,制品表面或内部可能会出现孔隙、气泡及表面晦暗等缺陷,严重地可影响到制品的物理机械性能、化学性能和电性能。在喂料口与机头之间设置1~2个排气口可除去熔融挤出物料中的水分及其他挥发份。但钢筒开口常常会出现一些,常见的问题是从排气口冒料,少量的料会影响挥发份的排出,使产品质量受到影响;大量冒料就会堵塞排气口,甚至导致停机。优质包塑挤出机冒料一般有两个原因,一是螺杆设计不合理,导致排气口处物料倒流;二是排气口设计不合理,在熔融物料通过排气口时被“挂住”。包塑挤出机批发商查找原因首先从排气口看螺杆中的物料是否倒流,在大多排气式挤出机中,都能看到螺杆中旋转着向前运动的熔体。一般情况下,螺槽充满物料的程度不超过50,如果超过了,不仅影响排气效果,还可能引起排气口冒料;小于50时,螺杆可正常工作。冒料可能是由于排气口或分流元件设计不合理引起。
灼热的原因:高温控制引起的塑料焦烧。优质包塑挤出机螺杆使用时间长,不清洁,燃烧物积聚,用塑料挤压。加热时间过长,塑料储存会被长时间加热,导致塑料变质和烧焦。停放时间过长,没有清洗机头和螺钉,导致塑料分解和燃烧。优质包塑挤出机批发商为大家解答消除焦烧的方法:定期检查加热系统是否正常。定期清洁螺钉或鼻部。根据工艺要求,加热时间不应过长。如果供暖系统有任何问题,应要求相关人员及时解决。塑化不良的原因:温度控制过低或不合适。塑料中存在难以塑化的树脂颗粒。操作方法不当,螺杆和牵引速度过快,塑料未完全塑化。2、消除不良塑化方法:根据工艺规程控制温度,如果温度低,适当提高温度。适当降低螺杆速度和牵引速度,增加塑料加热塑化时间,提高塑料塑化效果。利用螺旋冷却水加强塑料塑化和密封性。在选择模具时,模具套应该更小,以加强胶水出口的压力。



