
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村

挤出机补充润滑油3分钟后,将主电机的速度旋钮调至零位;启动低速螺丝使主电机旋转工作。同时观察主电机电流表指针的摆动情况,应在规定的负载范围内。注意:螺杆的空转时间越短越好,长的时间不应超过3分钟,以免刮伤螺杆和机筒。优质切粒机打开料斗进料门以缓慢,均匀和缓慢地进料。启动冷却装置。打开冷却水供应系统。启动牵引装置。优质切粒机生产商提醒大家检查从模口挤出的熔体的塑化质量。熔体完全塑化后,安装定径套筒。如果从冲模口中挤出的管坯发生偏转,则必须立即调整冲模和芯棒之间的间隙。调节时,首先松开管坯壁薄面上的调节螺钉,然后拧紧管坯壁厚面上的调节螺钉,直到管坯笔直并排出为止。注意:在调整模具与芯棒之间的间隙或观察熔体的塑化质量时,操作员不得面对模具口,以防止熔体分解并喷向操作员。
在管材挤出机生产过程中,由于操作人员对工艺和机器操作不够熟练,常会致使塑料管材出现外表面粗糙,内部出现抖动环,壁厚不均,圆度不够等现象,所以要及时调整工艺,排除塑料管材生产线故障,才能提高产品质量。优质切粒机生产线故障:塑料管材外表面粗糙:调整工艺温度;降低冷却水温,PE管佳冷却水温为20~25℃;检查水路,是否存在堵塞或水压不足现象;检查机筒、机头等加热圈是否有损坏;调整定径套进水流量;检查原料的性能和批号;检查模具芯部温度,若高于口模区段温度,调低芯部温度;清理模具的集料。优质切粒机生产线故障:塑料管材外表面出现沟痕:调整定径套出水压力,出水量要求均衡;调整真空定型箱内喷嘴角度,使管材冷却均匀;检查口模、定径套、切割机等硬件是否存在杂物、毛刺等。

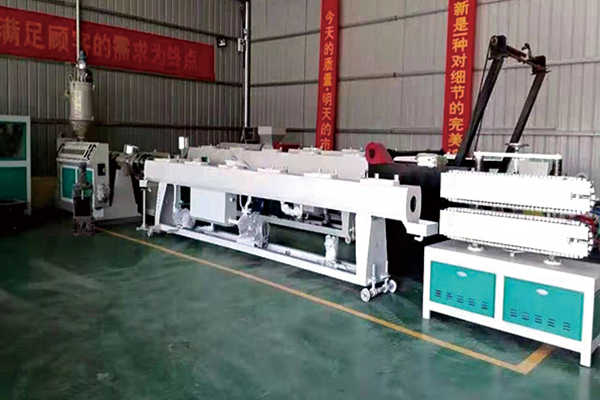
要求每位员工熟悉工艺要求,了解设备结构、性能及工作原理。要懂得设备有关知识,达到“操检合一”的意图,节能、有效地运转。优质切粒机主要由主机和辅机两大部分组成。塑料挤出成型机简称挤出机,它是使用螺杆加压的方式连续地将塑化好的物料从挤出机料筒经模具口挤出,使之在熔融状态下,经定型冷却处理后,由牵引挤出机有单螺杆、双螺杆和多螺杆之分。优质切粒机生产商的挤出机在工作的速度上是很明显的,可以节省工时,节约成本。具有很强的操作能力,操作起来方便快捷,可以让挤出的产品更加的均匀,有效地提高了挤出品的质量和使用寿命。可以让使用者随时掌握磨损情况,随时的停下或继续。

塑料管材挤出机的正常开机步骤:加热挤出机机身、机头、模头、控制各点温度在指标以内。如久停后开机,各点加热温度达指标范围后还需恒温10-30分钟,如停车半小时内开机,不需恒温。启动空压机,贮气缸压力6-8kg/cm时停下备用。根据薄膜折径,厚度要求与挤出机生产能力进行加工,估算牵引速度和稳泡直径。各点温度达指标符合要求后,穿戴好劳保用品,按顺序启动牵引机、鼓风机、挤出机。优质切粒机生产商检查塑料吹膜机各处薄膜厚度宽度,并加以调节,使之达到要求。模口出料均匀一致时,即可戴好手套缓慢提拉管坯,同时将管坯端头封闭,使之从芯棒中心孔吹入少量压缩空气。安徽优质切粒机生产商提醒大家在操作使用管材挤出机的时候,要按照上面的正确开机方法去进行操作,避免错误操作对塑料吹膜机造成损坏。



