
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006
方业塑料质美价优
廊坊市文安县方业塑料机械厂 一站式服务商
咨询热线
182-3169-6006

联系方式:王女士 18231696006
联系方式:郭先生 13803167875
网 址:www.lffysjcj.com
邮 箱:78039244@qq.com
地 址:文安县兴隆宫镇大郭庄村

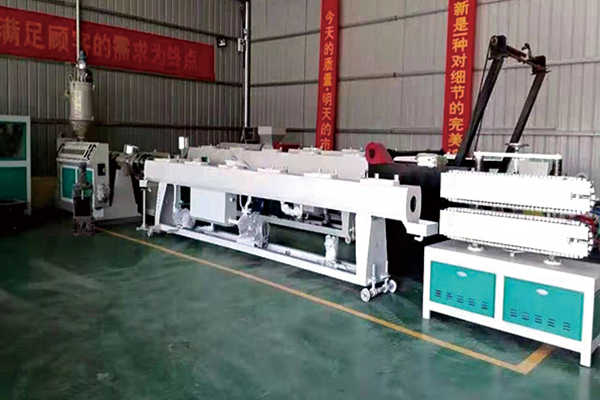
塑料管材挤出机的正常开机步骤:加热挤出机机身、机头、模头、控制各点温度在指标以内。如久停后开机,各点加热温度达指标范围后还需恒温10-30分钟,如停车半小时内开机,不需恒温。启动空压机,贮气缸压力6-8kg/cm时停下备用。根据薄膜折径,厚度要求与挤出机生产能力进行加工,估算牵引速度和稳泡直径。各点温度达指标符合要求后,穿戴好劳保用品,按顺序启动牵引机、鼓风机、挤出机。定制管材挤出机厂家检查塑料吹膜机各处薄膜厚度宽度,并加以调节,使之达到要求。模口出料均匀一致时,即可戴好手套缓慢提拉管坯,同时将管坯端头封闭,使之从芯棒中心孔吹入少量压缩空气。池州定制管材挤出机厂家提醒大家在操作使用管材挤出机的时候,要按照上面的正确开机方法去进行操作,避免错误操作对塑料吹膜机造成损坏。

挤出机根据功能类型可分为连续挤出和不连续挤出。塑料挤出机也是塑料机械的一种。根据挤出机的物料流动方向与螺杆中心线的夹角,挤出机可分为斜角模(角度为120°)和直角模。定制管材挤出机机头外壳用螺栓固定在机身上。机头中的模具有一个模芯座,用螺母固定在机头的进线口。模芯安装在模芯座的前面,模芯和模芯座的中心有通芯线的孔。定制管材挤出机分为双螺杆挤出机和单螺杆挤出机,以及不常见到的多螺杆挤出机和无螺杆挤出机。在原料粉末中加入水或适当的液体,并保持搅拌。用高挤压压力从多孔模具或金属网挤出搅拌的材料。通常,将材料放入圆柱形容器后,用螺杆挤出材料。使用变频技术后,可以控制压力,从而选择合适的线速度。

廊坊异型管材挤出机的挤出模具熔料空腔料流表面粗糙容易导致:①塑制品表面容易出现焦斑;②塑制品表面不光滑、无光泽;③塑制品几何形状误差大。口模与芯轴同心度精度低容易导致:①塑料塑制品的横向截面厚度尺寸误差大;②从定径套挤出的塑料塑制品易弯曲;③塑制品表面出现横向皱纹;④塑制品的内表面粗糙。挤出模具熔料容腔压缩比比较小容易导致:①支架分流线没能完全熔合,塑制品有纵向纹;②塑制品的横断面几何形状误差比较大;③塑制品的强度差,容易脆裂损坏;模具体各部位温度误差大容易导致:①塑制品横断面的几何形状尺寸误差比较大;②塑制品表面会经常出现水纹,各部位色差明显;③塑制品表面粗糙;④塑制品表面容易弯曲变形。定型段L值过小容易导致:①分流锥支架肋造成的熔料会合线没能完全熔合,塑制品表面有纵向纹线;②塑制品表面无光泽,比较粗糙;③塑制品表面成型几何形状误差比较大。
设备要经常保持清洁和良好的润滑状态,平时做好擦试和润滑工作,同时保证经常检查各齿轮箱的润滑油液面高度、冷却水是否畅通以及各转动部分的润滑情况,发现异常情况时,及时自行处理或报告相关负责人员处理(减速箱分配箱应加齿轮油,冷却机箱应加导热油)。定制管材挤出机厂家提醒大家杨要注意经常检查各种管道过滤网及接头的密封、漏水情况,加料斗内的原料必须纯洁无杂质,决不允许有金属混入,确保机筒螺杆不受损伤。在加料时,检查斗内是否有磁力架,若没有应必须立即放入磁力架,经常检查和清理附着在磁力架上的金属物。定制管材挤出机如遇电流供应中断,必须将各电位器归零并把驱动和加热停止,电压正常后必须重新加热到设定值经保温后(有的产品必须拆除模具后)方可开机,这样不致于开冷机损坏设备。
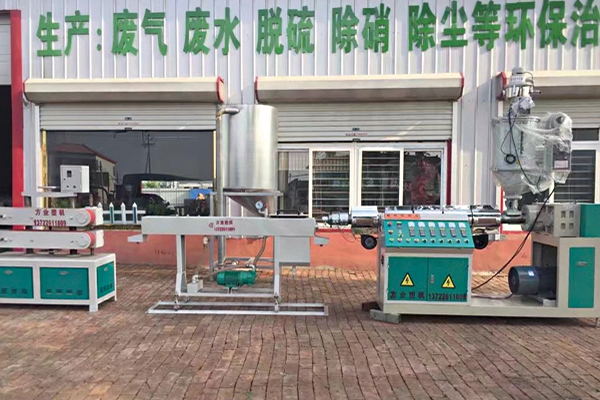
PE挤出机设备生产线,是一种用真空定径技术来生产和制造和塑料管材生产线。但如果技术不成熟,加工粗糙,工艺不精,就有可能出现一些不可预料的故障,比如说无真空的现象,但请大家千万不要慌乱,因为是可以解决好的。定制管材挤出机生产塑料管材时,有的三层共挤塑料管材生产线会出现内部抖动环,无真空等现象,遇到管道内部出现抖动环时,客户可相应调整定径套出水,使其出水均匀;调整二室真空度,使后室真空度略高于前室真空度;检查真空密封垫是否过紧;检查牵引机有否存在抖动现象;检查主机出料是否均匀。这些问题解决了,抖动现象也就自动消失了。定制管材挤出机生产线生产中出现无真空现象时,检查一下真空泵进水口是否堵塞,如堵塞,用尖细的针状物疏通;检查真空泵工作是否正常;检查真空管路有否漏气;检查芯模压紧螺钉中间的小孔是否堵塞,如堵塞,用细铁丝疏通;这些都不是大问题,只要妥善处理都没有关系。



